1:Stable vertical pressuere,the air release
frequence is up to 99times at most,pressing time and air release time can be
freely set and adjusted,the air releasing distance can be freely set
2:Pressing circulation system model is also
available under customers requirements,closing&opening of mold in the
beginning is operated at low speed,then synchronize with high speed mold
clamping and returning,it is not only protect the molds but also save time
3:Easy and automatic operation,without
noise
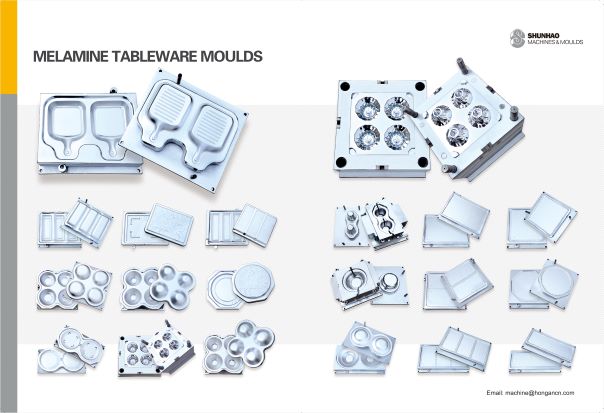
4:suitable to be used in the molding
operation of urea and rubber,melamine

1.0 Preface
In this chapter, it is narrative mainly safety and security issues required when installation,
operation, and maintenance of the series of SH-200/250/300/400 melamine tableware
molding machine, to prepare all in advance, to prevent unnecessary working injury or machine
damage. These safety issues could be divided into the following respects:
1.1 Security issues during installation
1.2 Security issues during operation
1.3 Security issues during maintenance
1.4 Security issues during using raw materials
1.1 Security issues during installation
1.1.1 This machine has been installed with safety devices, but still please you
carefully read and execute the safety regulations.
1.1.2 This machine has been adjusted to the largest travel when delivery from f
factory. If you need to adjust the cover to increase the space of heating
plate, if not placed the moulds, clamping pressure is forbidden, otherwise,
it will cause the permanent damage of the machine.
1.1.3 This machine uses three phase AC power supply, 380V, 50HZ, no need to
access to the zero line.
Voltage range:
±5% (Set out the corresponding input current according to the customers’
demand.)
1.1.4 Each machine must be used independently connected to a power supply
line, and installed leakage protection switch at access line to protect the
machine under the condition of leakage, short circuit, phase loose.
Prohibit any electric equipment enter the machine circuit system, otherwise,
all at your own risk!
1.1.5 Installing machine must be connected to a correct and effective grounding
line, to avoid any risk of electric shock.

1.1.6 Please abide by the relevant use on the local provisions of construction,
safety facilities, and environmental protection. And keep good ventilation,
lighting, smooth flow of cooling water of machine and machine’s clean.
1.2 Security during operation
1.2.1 Operator:operator must be trained and read this manual,be familiar with
risk and safety measures, and be able to observe and
carry out the provisions of this manual.
1.2.2 Maintainer :the special maintenance personnel must be trained and
be with relevant mechanical and circuit maintenance
knowledge and technology; and understand the
functions and its parts of this machine.
1.2.3 Unauthorized personnel without training, may not casually handling,
assembly, disassembly, or adjust any parts of this machine, or add any
unauthorized additional units.
1.2.4 Please keep at any time the integrity of the functions of parts and
hardware to make sure the safety for your operation.
1.2.5 Limit maximum of working pressure of this machine is 210kg/cm 2 .Please
do not overrun it or make it work with high load for a long time, to
avoid damage the machine or shorten its service life.
1.2.6 Molds should be put in place during installation, and firmly lock on the top
and bottom template, to avoid accidents of molds loose during operation.
1.2.7 During producing, the operator must wear protective equipment such as
gloves, to avoid burns by the moulds or template with high temperature.
1.2.8 After machine stop running, make sure workers out of touch the molds or
templates with high temperature, to avoid the burns.
1.2.9 Please debug the fault of machine occurring according to this manual. If
cannot solve out, please contact our company.
1.2.10 Emergency treatment measures
1 、There is a red switch on the control panel of electricity cabinet as
“ “ Emergency ”, which to stop all the actions of this machine if emergency
happens.
2 、Please troubleshoot first after the machine stops, and then operate the
machine again.
1.3 Security issues during maintenance
During maintenance and repair, in addition to abide by the security issues
mentioned above, also need to comply with the following:
1.3.1 Prior to maintain this machine, it must be sure to cut off the total power
supply, to avoid any electric shock.
1.3.2 During maintenance, it must mark some warning words in eye-catching,
such as “This machine is under maintenance, please do not switch
the power for operation”, to avoid any accident.
1.3.3 During maintenance, non-professional maintenance personnel do not close
to the machine around.
1.3.4 In order to prevent damage, maintenance personnel must wear necessary
protective equipment, avoiding work by hand.
1.3.5 Before mold installed or mould’s debugging finished, high pressure
clamping must be prohibited, to avoid any damage for the mould or the
machine.
1.3.6 After maintenance finished, please make sure all the parts of this machine
have been restored and dangerous area without any irrelevant persons or
goods.
1.4 Security during using raw materials
1.4.1 This machine is widely used for thermosetting materials, such as melamine,
urea powder, Bakelite etc., should not be used for unknown materials or
other materials without permission, to avoid any corrosion for the
machine or injury for the operators.
1.4.2 If you use special raw materials, please ask your material supplier to know
its features (such as corrosion, abrasion, thermal decomposition,
combustion, toxicity, gas explosion, etc.), and take any safety precautions
in advance.

3.0 Preface
In this chapter, it is narrative mainly of the HACJ-200 melamine tableware molding
machine after installation, such as its required preparation, debugging machine, knowing the
main function of the machine. And then it could into production after well debugging. This
step includes the following procedures:
3.1 Preparations before testing
3.2 Horizontal adjustment of machine
3.3 Testing machine
3.1 Preparations before testing
3.1.1 Open sheet metal door and the lid of lubricator of oil tank, and then pour
oil into oil tank. Oil level should be in the position of two-thirds of oil gauge.
Hydraulic oil used for this machine is 68# oil with feature of wear-resistant and
anti-pressed ( 46# hydraulic oil is advised to use if this machine runs under the
lower temperature or in winter, to avoid the case of pump failing to suck the oil
due to the ropy oil after long time machine no running). If using other types of
hydraulic oil, it may reduce working efficiency or increase machine’s fault.
3.1.2 Power: Three phase AC380V, 50HZ (or customerized power).Voltage
fluctuation of ±5% is allowed. No need to access to zero line, but need to access to
ground line. Three phase power must connect firmly, to avoid burn down the motor
due to lack of phase.
3.1.3 Connected to the water cooling. Water volume must be large enough, but
not allow the pipeline leakage.
3.1.4 Check whether wiring connection of electric control system is secured;
whether there is oil leak phenomenon.
3.1.5 Check each stroke control switch is in the corresponding state.
3.1.6 Check whether there is other things in the heating plate, such as sandstone,
iron scraps, tools or if the surface of pillar is clean.
3.1.7 Check whether the settings of pressure, stroke of machine, temperature or
related circuit control instrument is correct.
3.1.8 Check the motor running by manual. If reversion, must stop the motor
immediately and switch off the power. Changing R-phase of power with
T-phase is solved.
3.2 Horizontal adjustment of machine
3.2.1 Separate the big screw nut of guide pillar from upper cover manually, and then
separate the big screw nut from cylinder base, the distance is about 100mm to
adjust the machine.
3.2.2 Switch on the power, and then adjust the way of operation into “Manual” in the
nameplate control panel of electric cabinet.
3.2.3 Without starting the motor, check whether the electric control system is normal;
and the valves of oil pipe is installed correctly.
3.2.4. Press on “Second start” button, then the motor starts to run. And then
continuously press on the “Second start” button, then the bottom plate ascends
slowly. And please stop the motor at the distance of 200-300mm. And then
snap the 2 half of the snap rings into the middle of upper piston and groove
respectively, and rotate them back until the fix holes aligning with the fix holes
of supporting base, then lock the snap rings by screws (this step could be
omitted if the snap rings of piston not removed).
3.2.5 Restart the motor, continuously press on “Second start” to ascend slowly and
the 2 plates’ folds together. Then switch off the machine until the upper cover
separates from 4 small screws of guide pillar completely. Then lock tightly
across the corners of the 4 big screw nuts of the guide pillar on the upper cover
manually. Please note that the supporting plate could not be sunk into the screw
thread of guide pillar, otherwise, the screw thread will damage the copper bush
of holes of the supporting plate.
3.2.6 Continue to slow ascending, to make the 4 small screw nuts of the guide pillar
separate from the cylinder base completely, then check whether the distance
between the fix screw head of the snap rings of piston and the fix screw head

of oil cylinder is the maximum stroke 550mm.If not 550mm, then continue to
slow ascend to reach the max.400mm (the measurement as shown in the
figure below). Then stop ascending when reaching 400mm, and lock the 4 big
screw nuts of the guide pillar under the cylinder base with its crossing corner
tightly by hand. Please note that the length of the uncovering thread of guide
pillar under the cylinder base should be 20-30mm longer than the height of
the big nuts.
3.2.7 Make sure that both of the big screw nuts of the upper cover and the oil cylinder
have been locked well tightly, and then continue to press on “ Second Start” to
slow ascend for compression up to 210kg/cm 2 . If pressure not enough, it could
be adjusted by the pressure regulating valve.
3.2.8 After locking the small screw nuts of the guide pillar tightly by hand, use big
hammer or square iron lock well across its corner.
3.2.9 Then decompress and descend the plate, to lock the lock-screws of the big and b
small screw nuts, to avoid any loosed of the screw nuts.
Warning:
1/Please ascend slowly under the MANUAL status when adjusting the horizontal
of machine, only compressing the cylinder piston to keep the best level state of
the machine. In the process of adjustment, please use the scale to measure the
stroke of the machine, do keep in mind that no more than 400mm, otherwise,
the risk happens that the speed cylinder will damage heavily and the piston will
run out of the cylinder and could not press down again. The best stroke range is
350-380mm.
2/When compressing, the pressure should be higher normal use 200kg/c ㎡ but
lower than 220KG/C ㎡. After adjustment finished, it must make the pressure
regulating valve back to 200KG/C ㎡ to protect this machine.
3/After adjustment, this machine should be in real horizontal level state,
otherwise, it will occur the scratches of the guide pillar and the cylinder (If
there is friction of guide pillar or piston, please recalibration the level of this
machine).

4/ Lock-screws of screw nuts can not be locked too tight, otherwise, it will
deform the screw nuts which could not loose in future.
5/ If need to adjust the upper cover when changing the moulds, first fix the
moulds on the down heating plate, and compress slowly the machine under the
MANUAL state up to 220KG/C ㎡ ( Do not use the function of “AUTO” or
“speed ascend”), then remove the lock-screws of the big and small screw
nuts from the guide pillars, and then loosen the small screw nuts of the guide
pillar on the upper cover by big hammer or square iron and separate them from
the upper part. And then separate the upper cover from the big screw nuts by
slow descend under the MANUAL state. After make the big screw nuts far
away from the upper cover, then compress slowly again under MANUAL state
to reach the height required, then lock the big screw nuts tightly by hand. And
finally, to compress up to the pressure of 220KG/C ㎡ then hammer on the
small screw nuts again.
3.3 Testing machine
3.3.1According to the demand of the production, adjust the distance of slow
compression under the MANUAL state (to adjust the correspondent sensor block
of the stroke plate on the left of the machine). If it is electrical ruler equipment,
then could be set in displace of PLC system (See chapter 4 of electric system).
3.3.2Adjust the related pressure and back pressure of the machine
(1)、Adjust the high-pressure valve: under the state of MANUAL, start the
motor, loosen the screw nut of high-pressure adjustment valve, and then
stand up to the valve core by the small screwdriver. And then adjust the
knob gradually, to make the pressure little higher than 200kg/c ㎡. Finally,
lock the screw nut of high-pressure valve tightly.
(2)、Adjust the Medium-pressure valve: under the state of Manual, start the
motor, loosen the screw nuts of medium-pressure adjustment valve, and
then stand up to the valve core by the small screwdriver. And then adjust
the knob gradually, to make the pressure around 40~60kg/c ㎡. Finally,
lock the screw nuts of the medium-pressure valve tightly. If it can not
distance during the exhausting under the AUTO state, then add little
pressure.
(3)、Adjust the Low-pressure valve: under the state of Manual, start the motor,
loosen the screw nuts of Low-pressure adjustment valve, and then stand up
to the valve core by the small screwdriver. And then adjust the knob
gradually, to make the pressure around 50~70kg/c ㎡. Finally, lock the
screw nuts of Low-pressure valve tightly.
(4)Adjust the Back pressure valve: under the state of Manual, start the motor,
loosen the back pressure valve completely. And then press on “First
start” and then loose it when the supporting plate fast ascending to the
middle of the total stroke. If the supporting plate down then locks tightly
the backpressure valve till not down.
For the other corresponding valves, please refer to the “Main oil circuit board
assembly” of “Oil system” in Chapter 5 or the attached assembly drawing.
3.3.3 According to the production demands, set the parameters in the display of
PLC, details please refer to the “Electrical system” in Chapter 4.
3.3.4 Test the machine under the AUTO state.
3.3.5 If any problem causing during testing, such as oil leak in the oil system, or
abnormal sound of motor, then please must stop the motor and check.
3.3.6 Switch on the temperature of heating plate, and test the temperature set in
the temperature gauge for the heating plate required. The data shown in
LCD display is the current temperature of the heating plate. Compare the
temperature of heating plate with the setting temperature and find its
difference, which difference should be less than ±5°.If it is more than ±5°,
then it must check the heating rods and heating system.
Important Notes: A/The pressure must be not more than 220kg/c ㎡ when
adjusting the high pressure, to prevent this machine from
overpressure, otherwise, machine must be damaged.
B/Please do switch off the power before maintenance or
repair when testing this machine, to avoid any electric
shock risk.
we are the factory of Melamine Crockery Moulding,Melamine Crockery Compress,Melamine Crockery Compression,Melamine Crockery Pressing Machine,Melamine Crockery Press






 Melamine Dinnerware Making Machine From Shunhao
Melamine Dinnerware Making Machine From Shunhao
 Single Color Melamine Crockery Compression Machine-MADE IN SHUNHAO
Single Color Melamine Crockery Compression Machine-MADE IN SHUNHAO
 2Color Melamine Crockery Moulding Machine From Shunhao
2Color Melamine Crockery Moulding Machine From Shunhao
 Double Color Melamine Tableware Making Machine
Double Color Melamine Tableware Making Machine
 Melamine Dinnerware Compression Machine From Shunhao
Melamine Dinnerware Compression Machine From Shunhao
 PLC Control Uf/Urea Toilet Seat Cover Compression Machine
PLC Control Uf/Urea Toilet Seat Cover Compression Machine
 Automatic Single Color Melamine Tableware Compression Machine-MADE IN TAIWAN
Automatic Single Color Melamine Tableware Compression Machine-MADE IN TAIWAN
 Workshop Show
Workshop Show
 Products Show
Products Show
 Video Show
Video Show
 OUR CERTIFICATES
OUR CERTIFICATES